 English
English русский
русский Español
Español 简体中文
简体中文
Introduction
High-end 5-axis machining equipment has become standard infrastructure across precision mold, aerospace, new energy vehicle, 3C precision component, hydraulic valve and automation manufac...
Read More
Low equipment utilization rate and lengthy workpiece setup time on 5-axis machine tools? Zero-point quick-change tooling completely eliminates the pain point of inefficient tool setting.
Introduction
High-end 5-axis machining equipment has become standard infrastructure across precision mold, aerospace, new energy vehicle, 3C precision component, hydraulic valve and automation manufacturing sectors. More factories are investing heavily in premium 5-axis machining centers, tilting rotary table machines and 5-axis turn-mill equipment to upgrade production capacity. However, a widespread industry pain point persists: many high-value 5-axis machine tools fail to deliver expected throughput, yield and profit margins.
On actual production floors, statistics show that the effective metal-cutting runtime of 5-axis machines is often less than 40% of total operating time. Over 60% of machine downtime is occupied by non-value-added operations, including manual centering, edge finding & tool setting, fixture assembly and disassembly, workpiece datum calibration, and batch production changeover.
As modern manufacturing shifts toward multi-variety, small-batch, short-lead-time order models, the limitations of traditional machining workflows have become increasingly prominent. Long setup cycles result in frequent machine standby; repeated clamping of complex polyhedral parts generates cumulative clamping error that causes dimensional deviation and poor surface finish; machining quality is overly dependent on senior operator experience, leading to unstable batch consistency and high scrap risks.
Most manufacturers overlook a critical fact: the ultimate productivity of 5-axis equipment is not determined solely by machine hardware performance, but by the supporting workholding system. Without iterative upgrades to fixturing and positioning processes, even top-tier 5-axis machines cannot achieve their designed precision and efficiency potential. As a standardized and mature solution, the zero-point quick-change workholding system effectively solves slow setup, unstable datum and low machine utilization, becoming a core upgrade for precision factories to improve Overall Equipment Effectiveness (OEE) and reduce mass scrap rates.
- Core Pain Points of Traditional Fixturing in 5-Axis Production
Conventional processing relying on bench vises and custom dedicated fixtures is designed for traditional mass production scenarios and cannot adapt to current flexible manufacturing demands. The main drawbacks are summarized as follows:
1.1 Prolonged Changeover Setup Limits Effective Productivity
Traditional workflows require repeated manual positioning,coordinate system calibration and tool offset compensation for every workpiece replacement, batch switch and part rework. The single setup time for complex irregular 5-axis parts often exceeds 30 minutes. Frequent shutdowns for debugging severely compress effective cutting time and drag down overall workshop operational efficiency.
1.2 Repeated Clamping Causes Cumulative Precision Loss
The greatest advantage of 5-axis machining is one-time clamping for multi-surface linkage processing. However, traditional fixtures require repeated disassembly and repositioning. Workpiece transfer between equipment and Coordinate Measuring Machine (CMM) rework leads to continuous datum offset, resulting in out-of-tolerance geometric and positional accuracy. This causes huge economic losses for high-value aerospace components and precision molds.
1.3 Custom Fixtures Bring High Costs and Low Versatility
To meet diverse production needs, factories have to customize exclusive fixtures for different workpieces, which brings high procurement costs, large warehouse occupancy and low reuse rates. Custom fixtures cannot quickly adapt to iterative new product orders, forming a significant bottleneck for flexible production.
1.4 High Dependence on Manual Experience Hinders Standardization
Traditional positioning and tool setting rely entirely on operator proficiency. New employee training cycles are long, and product dimensions and quality fluctuate greatly during shift handovers. Production stability is tightly bound to senior technicians, making standardized and replicable mass production impossible.
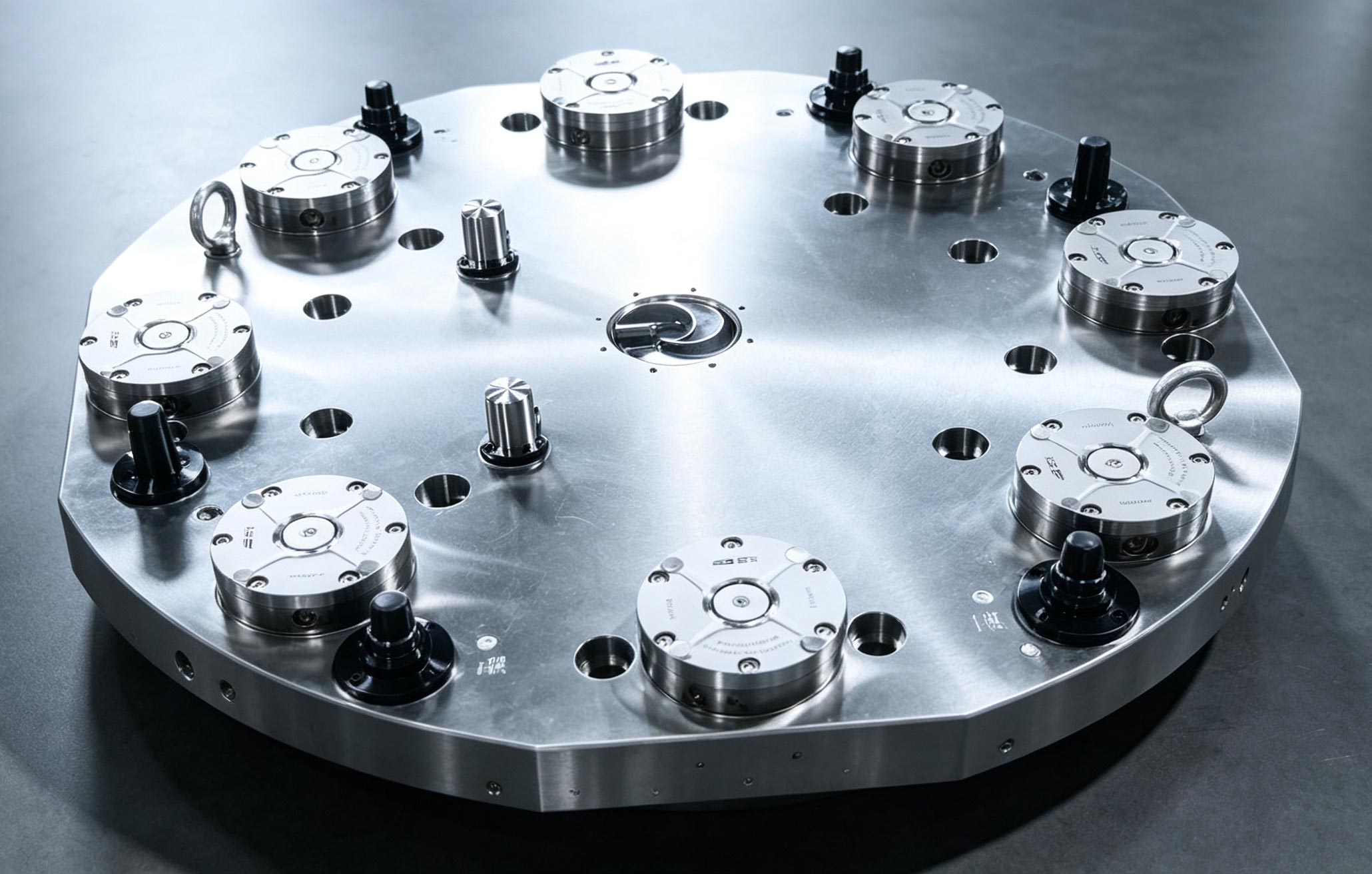
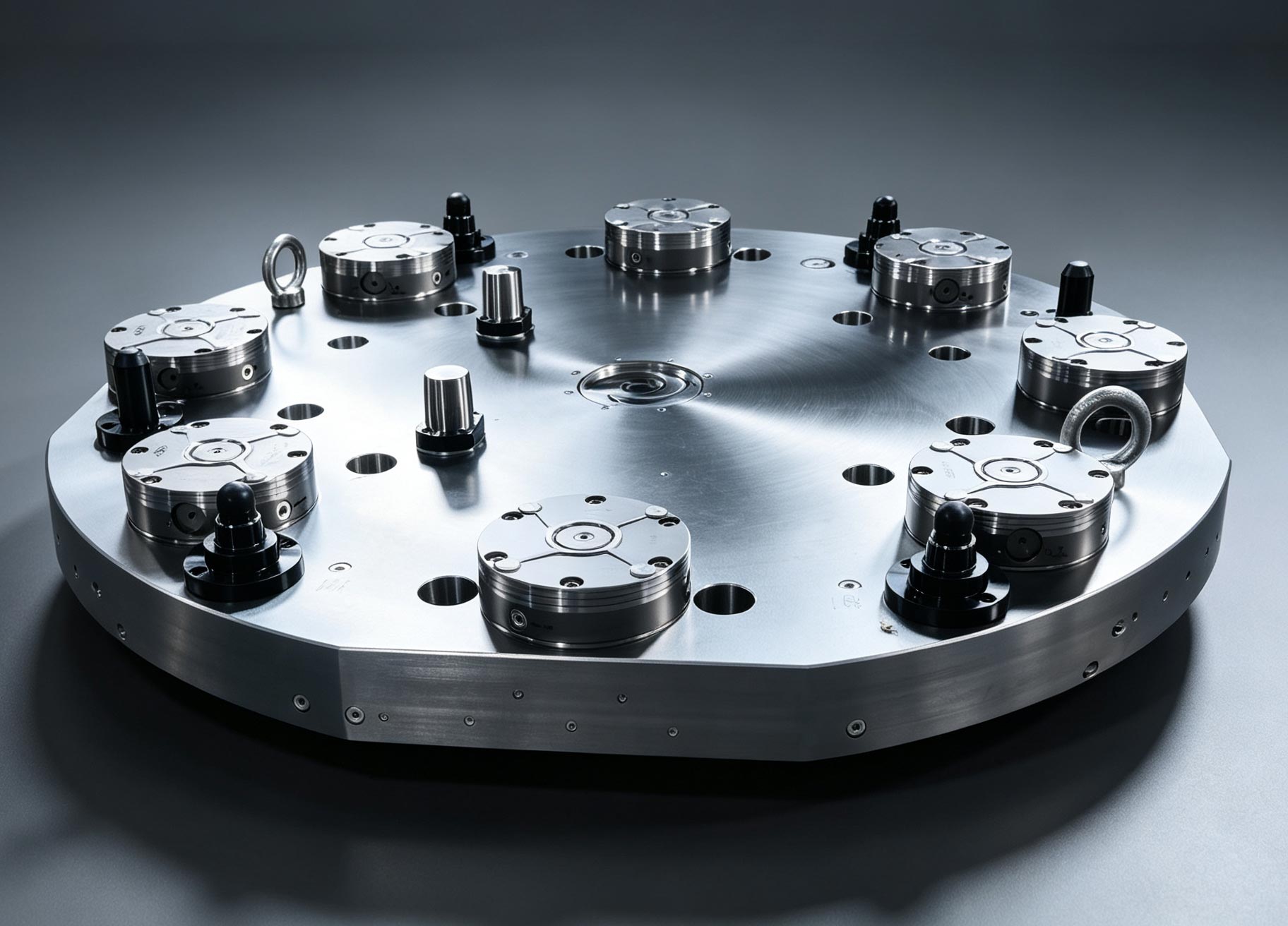
- Zero-Point Quick-Change Workholding: Standardized 5-Axis Machining Solution
The zero-point quick-change system adopts a technical architecture of standardized locating base plates and high-precision pull studs, building a unified and fixed processdatum. It realizes integrated offline pre-adjustment of workpieces, fixtures and pallets, fundamentally solving industry pain points such as difficult tool setting, slow changeover, chaotic positioning and unstable precision, and fully matching the high-precision, high-efficiency and flexible production characteristics of modern 5-axis workshops.

2.1 Second-Level Quick Changeover, Significant Improvement in Machine OEE
The system completely reforms the traditional on-machine debugging mode. All pre-production work including workpiece clamping, tool setting and inspection can be completed on independent offline pre-setup stations. After the pre-adjusted pallet is in place, positioning and locking can be finished in 3–5 seconds without repeated edge finding, coordinate calibration and parameter compensation.
For high-frequency changeover scenarios in molds, new energy and aerospace industries, the solution reduces single-batch debugging time from 2–4 hours to within 10 minutes. The overall machine utilization and OEE of 5-axis equipment are stably increased by 25%–35%. The parallel mode of on-machine cutting and offline pre-adjustment eliminates spindle idling and realizes continuous and efficient production.
2.2 Unified Full-Process Datum, Eliminate Cumulative Machining Errors
The zero-point quick-change workholding system unifies design datum, clamping datum and inspection datum. Workpieces with standard pallets can be seamlessly transferred among 5-axis machining centers, horizontal machining centers, Electrical Discharge Machining (EDM) equipment and CMM devices with zero positioning deviation throughout the whole process.
In B/C-axis linked cutting of tilting rotary 5-axis machines, the precision taper positioning structure resists multi-directional cutting impact and avoids vibration displacement. Equipped with floating support zero-point modules, it effectively suppresses clamping deformation of thin-wall titanium and aluminum alloy parts.
Practical workshop verification shows that the comprehensive scrap rate is reduced by more than 70%, and the batch qualification rate remains above 98%. For mold manufacturing, shared zero-point substrates for core inserts, cavities and slides support one-clamp five-sided machining, eliminating repeated clamping errors, ensuring uniform mold fitting gaps and greatly reducing post-processing polishing and rework workload.
2.3 Modular Universal Design, Reduce Fixture Costs and Support Flexible Production
The standardized grid structure of zero-point quick-change systems is highly compatible with bench vises, sine magnetic chucks and various custom tooling accessories. A single set of locating base plates can adapt to dozens of workpiece specifications, avoiding repeated customization of exclusive fixtures for new products.
Auxiliary accessories such as riser blocks and angle plates effectively prevent tool interference, meeting the processing requirements of deep-cavity molds, special-shaped parts and miniature 3C precision components. High-tension hydraulic zero-point locators are suitable for heavy-duty wind power and ship components, balancing ultra-high clamping rigidity and efficient changeover.
This modular design cuts factory fixture procurement and inventory costs by more than 30%, perfectly adapting to mixed-flow flexible production of multi-variety orders.
2.4 Standardize Production Processes, Reduce Manual Experience Dependence
The system binds workpiece coordinate systems and tool compensation parameters to standard pallets for permanent reuse. Operators do not need professional positioning and tool-setting skills, greatly lowering the threshold for post operation and new staff training costs.
Built-in datum air-blow cleaning and air-tightness inspection functions automatically identify iron debris on positioning surfaces and unqualified clamping status, effectively avoiding mass scrap caused by human negligence. It completely solves quality fluctuations caused by staff rotation and shift handover, realizing standardized, replicable and stable 5-axis processing workflows.
2.5 Reserve Automation Interfaces, Empower Unattended Intelligent Production
Traditional fixture structures cannot match automated loading and unloading equipment, becoming a key obstacle to the intelligent upgrading of 5-axis workshops. The standardized pull stud interface of the zero-point system perfectly adapts to robotic grippers, automatic material libraries and transfer tracks, realizing fully automatic pallet switching.
Multiple pre-adjusted pallets can circulate and feed materials during overnight unattended shifts, supporting non-stop cutting of 5-axis machines and maximizing night-shift production capacity. Meanwhile, the clamping status signal can be connected to the equipment control system for real-time monitoring, providing a solid hardware foundation for factories to upgrade from single-machine processing to Flexible Manufacturing System (FMS).
- Industry Application & On-Site Implementation Benefits
3.1 Precision Mold Manufacturing
Widely applicable to injection molds, stamping molds and die-cast molds for 5-axis finishing and corner cleaning. The mold changeover cycle is shortened from 4 hours to 15 minutes. Unified multi-cavity datum positioning optimizes mold matching accuracy, shortens delivery cycles and extends mold service life.
3.2 Aerospace Precision Machining
Ideal for high-precision thin-wall parts such as titanium structural components, turbine blades and satellite brackets. It effectively controls clamping deformation, ensures zero datum deviation in cross-process transfer, stably meets micron-level precision standards, and reduces scrap losses of high-value parts.
3.3 New Energy Vehicle Components
Adaptable to mixed production of battery trays, motor housings and gearbox casings. It supports rapid switching of different model workpieces, doubles single-line production capacity, and matches the fast iteration and small-batch multi-batch production characteristics of new energy vehicles.
3.4 3C & Micro Precision Parts
Compact mini zero-point units adapt to tiny workpieces such as AR accessories and communication cavities. They avoid tool interference, ensure highly consistent batch dimensional accuracy and improve overall product qualification rate.
3.5 General Machinery & Automation Equipment
Suitable for processing reducer components, hydraulic valve bodies and automation tooling. One set of zero-point equipment covers multiple product specifications, reduces fixture inventory backlog and significantly improves order delivery efficiency.
- Conclusion
The core competition of modern 5-axis machining no longer relies solely on machine tool hardware performance. For most factories, the key to breaking the profit bottleneck is to eliminate inefficient clamping and positioning links and build a set of high-precision, flexible and automated standard fixturing systems.
As a core supporting solution for 5-axis intelligent processing, the zero-point quick-change workholding system helps enterprises achieve comprehensive upgrades in four dimensions:
- Efficiency Upgrade: Eliminate invalid setup and tool-setting time, greatly improve machine utilizationand OEE;
- Quality Stabilization: Unify full-process datumbenchmarks, eliminate cumulative errors, and stabilize batch processing yield;
- Cost Reduction: Cut fixture procurement costs, workpiece scrap losses and manual training expenses;
- Intelligent Empowerment: Realize standardized and unmanned production, reserve interfaces for subsequent FMS intelligent production line upgrades.
In the increasingly competitive precision machining industry, iterative upgrading of fixturing processes has become the core breakthrough for factories to build differentiated competitiveness in efficiency, quality and cost.
latest news

- Low equipment utilization rate and lengthy workpiece setup time on 5-axis machine tools? Zero-point quick-change tooling completely eliminates the pain point of inefficient tool setting.
- How Pneumatic and Manual Vise Systems Redefine Precision Clamping on Vertical Mills
- Micron-Level Precision Lockup | SET Zero-Point Clamping Systems Power a Revolution in Turn-Mill Flexible Machining
- How Manual Ball Lock Systems and Zero-Point Workholding Cut Changeover Costs by 60% in Flexible Manufacturing
Latest news
-
How Pneumatic and Manual Vise Systems Redefine Precision Clamping on Vertical MillsThe Clamping Challenge Behind Every Vertical Milling Operation Every finished part coming off a vertical milling center depends on one variable that rarely gets the attention it deserves: how the raw...Read More
-
Micron-Level Precision Lockup | SET Zero-Point Clamping Systems Power a Revolution in Turn-Mill Flexible MachiningOverview As high-end turn-mill composite machining becomes increasingly critical for aerospace, military, automotive, and precision mold manufacturing, traditional fixture clamping and manual setup p...Read More
-
How Manual Ball Lock Systems and Zero-Point Workholding Cut Changeover Costs by 60% in Flexible ManufacturingThe hidden cost of workholding changeovers in low-volume high-mix shops Every minute a CNC spindle waits for a fixture change is margin erased. In low-volume high-mix production, traditional clamp...Read More
-
Optimizing 5-Axis Machining: Integrating Dovetail Fixtures and Zero-Point Pallet SystemsFive-axis machining has redefined what is geometrically possible on a single setup. Yet the fixture holding your workpiece is just as critical as the machine's kinematics. Without the right workholdi...Read More
-
How CNC Tombstones and Zero Point Locator Base Plates Maximize Multi-Axis ProductivityConventional Vise Setup: 35 min OEE: 43% Tombstone + Zero Point Setup: 90 sec OEE: 86% +210% Throughput In high-mix, high-volume horizontal machining centers (HMC), every non-cutting ...Read More
If you are interested in our products, please consult us
Contact Details
- Address: 1-4 Floors, 17#03, Building 17, No. 269, Xinfeng Road, Xukou Town, Wuzhong District, Suzhou City
- Fax: +86-18112607008
- Tel: 18112607008
- Email: [email protected]
Products
Quick Link
News Center
Mobile terminal
Copyright © Zero Point Clamping System ALL RIGHTS RESERVED.


